


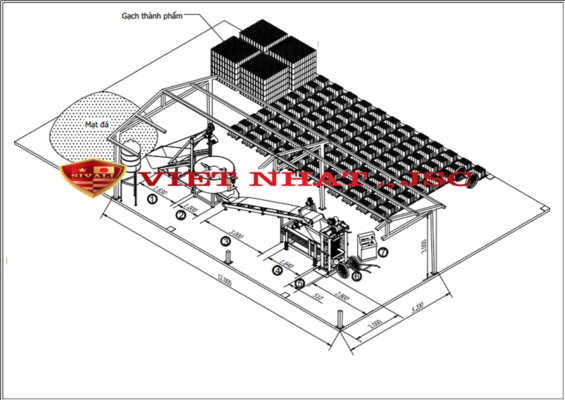
Máy ép gạch không nung bán tự động – Đỉnh cao công nghệ Nhật Bản
Máy ép gạch không nung bán tự động Việt Nhật được thiết kế để sản xuất gạch không nung từ đá dăm, mạt đá (có kích thước <5mm); xi măng và nước (có thể cho thêm 15÷20% cát xây hoặc bột đá trong hỗn hợp làm gạch để bề mặt viên gạch đẹp hơn). Dây chuyền được nghiên cứu thiết kế và chế tạo tại CÔNG TY CỔ PHẦN SẢN XUẤT CÔNG NGHỆ VIỆT NHẬT. Là dây chuyền được chế tạo và sản xuất bằng phương pháp tích hợp từ nhiều trang thiết bị khác nhau: Cơ khí, thủy lực, khí nén, điện điều khiển.
Tính năng và thông số kỹ thuật chung
1. Năng suất sản xuất: Tùy theo loại dây chuyền từ 5 triệu viên ÷ 60 triệu (viên/năm) cho loại gạch tiêu chuẩn
2. Loại gạch: Tùy theo loại khuôn mà có thể ra các loại gạch khác nhau: đặc, rỗng (02 lỗ, 04 lỗ, 06 lỗ, block)
3. Kích thước gạch:
– Loại 210x105x60 (02 lỗ hoặc đặc) [Miền Bắc]– Loại 80x80x180 (04 lỗ) [Miền Nam]– Loại 240x140x100 (02 lỗ)
– Loại gạch lỗ: 150x100x220 (06lỗ) [Miền Bắc]– Loại 390x190x190 (2 lỗ rỗng)
– Loại 390x190x150 (2 lỗ rỗng)
– Loại 390x190x120 (2 lỗ rỗng)
4. Chất lượng gạch: Tùy theo loại cấp phối mà có chất lượng khác nhau (phụ thuộc vào hàm lượng xi măng trong cấp phối cho chất lượng khác nhau)
Đặc điểm kết cấu sử dụng
Máy ép gạch không nung bán tự động của Việt Nhật được thiết kế có tính năng sử dụng đa dạng, có thể tạo nhiều loại sản phẩm khác nhau nếu thay đổi khuôn mẫu. Phương pháp rung tần số cao và rung khuôn kết hợp ép thủy lực tạo ra sự thoát khí tốt từ 3÷4 giây làm cho gạch đạt cường độ cao. Máy điều khiển bán tự động giúp cho quá trình hình thành viên gạch đồng đều, có chất lượng cao và giảm nhẹ sức lao động. Các thiết bị cơ bản: Động cơ điện, hệ thủy lực, hệ điều khiển do CÔNG TY CỔ PHẦN SẢN XUẤT CÔNG NGHỆ VIỆT NHẬT cung cấp và được chế tạo tại Việt Nam nên chủ động thay thế dễ dàng. Máy sử dụng điện 3 pha; 380V; tần số 50Hz nên phù hợp với tiêu chuẩn điện lưới trên thế giới.
Máy gọn, diện tích nhà xưởng cho dây chuyền nhỏ (50m2 ÷250 m2), diện tích sân bãi (1.000 – 3.000 m2), số lượng người sử dụng 3÷5 (người/dây chuyền), trình độ nhân công không cần cao (Trừ 01 người vận hành máy).
Yêu cầu về mặt bằng lắp đặt và ra gạch: Bê tông mac 250÷300; khu vực ra gạch nền được láng vữa xi măng có độ bằng phẳng tốt, ít nhấp nhô.
Yêu cầu về nhân công: Cần có ít nhất 01 người vận hành máy thông hiểu cơ bản về cơ khí, thủy lực và điện điều khiển. Còn lại chủ yếu là nhân công phổ thông.

Nguyên lý hoạt động của máy
Công thức phối trộn liệu
Hỗn hợp làm gạch bao gồm:
1. Công thức trộn 1:
– Đá mạt hoặc đá dăm (<5mm): còn lại (theo trọng lượng)
– Xi măng PC400: 5÷10% (theo trọng lượng)
– Nước sạch: 4÷5 % (theo trọng lượng)
2. Công thức trộn 2:
– Đá mạt, đá dăm (<5mm): còn lại (theo trọng lượng)
– Cát vàng: 15÷20% (theo trọng lượng)
– Xi măng PC 400: 5÷10% (theo trọng lượng)
– Nước sạch: 4÷5%
(Ghi chú: Với gạch 02 lỗ; 06 lỗ dạng ống; vật liệu đầu vào nên thêm nguyên công nghiền nhỏ để bề mặt gạch mịn, đẹp theo yêu cầu)

Hướng dẫn vận hành
Bước 1: Chuẩn bị máy
Các thiết bị có tiếp xúc xi măng, đá mạt khi để qua đêm nếu vệ sinh, bảo dưỡng không tốt hoặc không vệ sinh sẽ rất dễ bị kẹt. Ví dụ:
– Máy trộn: Cửa xả trộn, cánh gạt liệu
– Băng tải cấp liệu: Trục lô, con lăn, nhông xích truyền tải
– Máy định lượng vật liệu vào khuôn: Phần trục khuấy liệu dễ bị kẹt do bê tông còn sót lại, ray dẫn thùng chứa liệu bị dính bê tông dễ làm cho thùng bị vênh không hoạt động được;
– Máy ép gạch: Mặt bàn máy chứa vật liệu còn sót lại của dầu ép trước sẽ làm cho vị trí đặt palet không phẳng sinh ra dễ bị gãy palet, ép không chặt, …
Vì vậy, trước khi cho máy vào hoạt động cần phải kiểm tra tất cả các hệ thống trên máy, cho máy chạy không tải để kiểm tra các hệ thống; sau khi đã chạy tốt không tải lúc đó mới cho máy vào sản xuất. Việc kiểm tra bao gồm các bước sau:
– Kiểm tra phần điện: Đủ 3 pha
– Kiểm tra phần thủy lực: Xilanh lên xuống, xi lanh cấp liệu lên xuống, ra vào đúng theo quy trình đã đưa ra.
– Kiểm tra phần hoạt động của các cơ cấu cơ khí: Cho các thiết bị chạy thử, nếu không có vấn đề gì bắt đầu cho dây chuyền hoạt động.
Bước 2: Kiểm tra định lượng vật liệu đầu vào ở khu vực máy trộn qua bộ định lượng vật liệu thể tích. (Bước này chỉ nên làm 01 lần vào buổi sáng mỗi ngày khi bắt đầu sản xuất để xác định độ ẩm của vật liệu)
Bước 3: Cấp đá mạt, xi măng theo định lượng thể tích đã xác định, tốt nhất là mỗi mẻ trộn chỉ nên trộn từ 550kg cả đá mạt và xi măng trong đó từ 500kg – 550 kg đá mạt, 30 -50kg xi măng và nước vào khoảng 45 lít ÷ 50 lít;
Bước 4: Cho máy trộn hoạt động, máy trộn được trộn theo 2 giai đoạn:
– Giai đoạn 1: Trộn khô hỗn hợp, ximăng và đá mạt khoảng 30-40 giây
– Giai đoạn 2: Sau đó cấp nước và trộn thêm 45-50 giây nữa là kết thúc.
Bước 5: Cho mở cửa xả để xả vật liệu, thời gian xả 30-35 giây là hết liệu, đồng thời lúc này băng tải cấp liệu đã hoạt động nhận vật liệu từ cửa xả của máy trộn cấp vào máy tiếp liệu trên máy ép.
Bước 6: Khi hết liệu trong thùng trộn, quay trở lại bước 3, 4, 5 để trộn mẻ tiếp theo.
Bước 7: Khi đã có vật liệu trên máy tiếp liệu, khởi động máy ép và hệ định lượng vật liệu để cấp vào khuôn
Bước 8: Vận chuyển gạch ra khỏi khu vực sản xuất bằng xe ra gạch bằng tay, xếp gạch vào vị trí quy định.
Bước 9: Khi gạch đủ thời gian và cường độ xếp kiêu (sau 12 – 24 giờ), vận chuyển gạch ra khỏi vị trí cũ và xếp kiêu gạch để bảo dưỡng gạch (2 lần/ngày; 2 ngày bảo dưỡng).
Kết thúc quá trình sản xuất viên gạch từ đá mạt và ximăng trên dây chuyền máy ép gạch không nung bán tự động.
Các vấn đề cần chú ý khi sản xuất gạch từ đá mạt và xi măng
1. Việc sản xuất gạch không nung tạo ra hỗn hợp dạng bê tông, vì vậy sau ca làm việc nhất thiết phải vệ sinh, bảo dưỡng thiết bị. Việc vệ sinh, bảo dưỡng máy sau ca làm việc hết sức quan trọng, ảnh hưởng trực tiếp đến chế độ hoạt động của máy, năng suất của máy và chất lượng viên gạch.
2. Do làm gạch là dạng đặc hoặc rỗng có lỗ, nên khe hở tiếp liệu của khuôn nhỏ, vì vậy việc cấp liệu rất khó khăn do đó, chất lượng đá mạt phải đạt mức độ đồng đều nhất định. Độ hạt càng đồng đều chất lượng gạch càng cao. Độ hạt được xác định như sau:
– Độ hạt lớn nhất: 5mm
– Tỉ lệ hạt có kích thước 4 – 5 (mm) và khoảng 15% – 20% là mức tối đa cho phép, còn lại là các loại hạt nhỏ từ 1-3 (mm).
Với các khuôn gạch có 02 lỗ, 04 lỗ, 06 lỗ có dạng ống hoặc loại 390 x(90÷190)x190 việc lựa chọn vật liệu vào làm gạch rất quan trọng quyết định chất lượng và năng suất của gạch được sản xuất ra.
3. Thành phần nước trong quá trình trộn phải theo đúng quy định; nếu nhiều quá hỗn hợp ép sẽ bị nhão và khó thực hiện việc tạo hình viên gạch, ngược lại nếu ít quá việc tạo hình viên gạch sẽ không hình thành hoặc có hình thành nó sẽ rất dễ bị bở tơi sau khi hình thành.
4. Việc vận chuyển viên gạch lúc đầu sau khi ép, cần phải nhẹ nhàng, chính xác, nên yêu cầu mặt nền nhà xưởng phải bằng phẳng dễ di chuyển, người vận chuyển phải nhẹ nhàng khi vận hành, sắp đặt palet gạch, tránh mạnh tay sẽ làm vỡ kết cấu bê tông ban đầu gây ảnh hưởng lớn đến chất lượng viên gạch.
5. Trong quá trình vận hành phải rất chú ý, nếu có hiện tượng gì bất thường phải dừng máy ngay và kiểm tra, nếu không chú ý sẽ làm vỡ, gãy hoặc hư hại máy.
Vệ sinh, báo dưỡng, sửa chữa và những hỏng hóc thường gặp
1. Vệ sinh, bảo dưỡng hàng ngày:
Hàng ngày, sau ca làm việc thì việc vệ sinh, bảo dưỡng máy móc là một vấn đề hết sức quan tâm chú ý. Nếu không vệ sinh, bảo dưỡng hàng ngày thiết bị sẽ bị kẹt do hỗn hợp làm gạch đông cứng tạo ra. Các lớp bê tông này sẽ cản trở chuyển động và làm cho các thiết bị trong dây chuyền không thể hoạt động. Việc vệ sinh, bảo dưỡng cần thực hiện trên các thiết bị quan trọng sau:
– Thiết bị trộn hỗn hợp làm gạch: Sau ca làm việc cần làm sạch trong lòng cối trộn, hết hỗn hợp làm gạch, kiểm tra dầu mỡ bôi trơn bộ chuyển động của cối trộn.
– Băng tải vận chuyển hỗn hợp làm gạch sau trộn: Sau ca làm việc cần làm sạch bề mặt con lăn, quả lô, kiểm tra bộ nhông xích truyền chuyển động, dầu hộp số của động cơ liền hộp số.
– Máy tiếp liệu trên máy sản xuất gạch: Sau ca làm việc cần vệ sinh hết vật liệu làm gạch bám trên băng tải truyền vật liệu, kiểm tra bộ nhông xích và luôn tra dầu mỡ cho nó.
– Máy định lượng và khuấy vật liệu: Sau ca làm việc cần vệ sinh hết các vật liệu bám trên các trục và cánh khuấy, kiểm tra và tra mỡ các ổ bi trục cánh khuấy, bánh răng chuyển động của trục, vệ sinh sạch ray dẫn thùng định lượng vào khuôn tránh bị kênh ray và bánh dẫn làm cho máy bị dừng hoạt động.
– Máy ép gạch thủy lực và rung: Sau ca làm việc cần vệ sinh hết các vật liệu làm gạch bám trên khuôn, bàn máy và các dẫn hướng dạng: Tròn, nhông xích, bánh răng. Kiểm tra các ê cu, nếu lỏng vặn chặt lại tránh bị đề-xê sẽ làm máy nhanh hỏng; kiểm tra các vị trí senso trên máy có ở vị trí chính xác không, nếu không phải điều chỉnh lại cho chính xác.
– Bộ nguồn thủy lực: Thường xuyên vệ sinh bộ nguồn khỏi bụi, bẩn, kiểm tra dầu thủy lực trên bộ nguồn, nếu thiếu phải bổ xung. Rất chú ý là tránh bụi, bẩn trên các van nếu bụi bẩn nhiều sẽ làm cho van dễ bị kẹt và máy sẽ không hoạt động.
– Tủ điều khiển: Bụi sẽ làm cho các công tắc hành trình, tiếp điểm điện hoạt động kém và sinh ra sự không ổn định cho quá trình hoạt động. Việc vệ sinh thường xuyên sẽ làm cho hệ điều khiển hoạt động ổn định hơn.
2. Vệ sinh, bảo dưỡng, kiểm tra tuần:
Sau 1 tuần hoạt động, việc vệ sinh, bảo dưỡng thực hiện như của việc vệ sinh, bảo dưỡng ngày. Thao tác của tuần cần thêm các việc sau:
– Kiểm tra các mối ghép ren, nếu bị lỏng ra phải xiết chặt lại cho tất cả các máy trong dây chuyền;
– Kiểm tra khe hở máy trộn, nếu hở quá phải điều chỉnh lại cho phù hợp;
– Kiểm tra dầu thủy lực trong bộ nguồn, nếu thiếu phải bổ sung;
– Kiểm tra các van, vệ sinh các loại van trên máy để tránh bụi bẩn;
– Điều chỉnh các công tắc hành trình, nếu bị xê dịch, điều chỉnh lại;
– Kiểm tra các bộ nhông xích, cho các máy nếu bị trùng quá phải căng lại;
– Kiểm tra các đầu cút thủy lực, nếu dớm dầu phải xiết chặt lại cho đến khi hết.
3. Sửa chữa nhỏ:
Việc sửa chữa nhỏ diễn ra thường xuyên do hoạt động của máy diễn ra thường nhật. Các sửa chữa nhỏ bao gồm:
– Thay các bu lông, ê cu bị hỏng;
– Hàn gá các chi tiết bị mỏi, mòn;
– Các linh kiện điện có thể bị hư hại: Công tắc hành trình (do va đập nhiều); đèn tín hiệu, nút bấm,…
– Thay dầu, bổ sung dầu thủy lực; bơm mỡ cho các vị trí cần thiết;
– Thay một số chi tiết cơ khí dễ bị hư hại hoặc do vận hành không đúng sinh ra hư hại.
4. Những hỏng hóc thường gặp
Hỏng hóc về cơ khí:
|
STT |
Nội dung hỏng hóc |
Nguyên nhân |
Cách khắc phục |
|
1 |
Phát sinh, tiếng kêu lạ trong các máy: Trộn, máy ép gạch… | Gãy vỡ các cơ cấu máy | Hàn lại hoặc thay thế |
| Vỡ bạc, bi | Thay thế ổ bi, bạc mới theo tiêu chuẩn | ||
| Vỡ bánh răng (hộp số) | Thay cả hộp số hoặc động cơ hộp số | ||
| Bu lông, ê cu bị gãy vỡ | Thay thế ê cu, bu lông | ||
|
2 |
Máy không chạy: Máy trộn, băng tải vận chuyển vật liệu ép gạch, hệ định lượng vật liệu, máy ép gạch | Kẹt do bám dính hỗn hợp | Dừng máy, vệ sinh lại |
| Vướng, mắc các vật lạ | Dừng máy, kiểm tra và vệ sinh máy | ||
| Các nguyên nhân khác | Báo kỹ thuật |
|
STT |
Nội dung hỏng hóc |
Nguyên nhân |
Cách khắc phục |
|
1 |
Động cơ điện quay, nhưng hệ thống thủy lực không hoạt động | Bơm bị hỏng | Thay bơm |
| Van kẹt | Kiểm tra, làm trơn lại van | ||
| Khớp nối hỏng then | Kiểm tra, thay then | ||
|
2 |
Động cơ điện quay; tiếng kêu lạ; hệ thủy lực không hoạt động | Thiếu dầu trong bộ nguồn | Kiểm tra, bổ sung dầu thủy lực |
| Động cơ hỏng bi gây tiếng kêu lạ | Kiểm tra, thay bi cho động cơ | ||
| Bơm cánh gạt gẫy cánh | Thay bơm | ||
|
3 |
Bơm, động cơ điện khi hoạt động bình thường, tiếng kêu nhỏ lạ thường, hệ thống thủy lực không hoạt động | Động cơ điện quay không đúng chiều quay | Đảo chiều quay động cơ |
| Bơm áp lực bị hỏng, không tạo áp lực | Thay bơm áp lực | ||
|
4 |
Rò rỉ dầu ở các cút nối | Cút nối bị đề xê ren | Xiết lại các cút nối cho chặt |
Hư hỏng phần điện:
|
STT |
Nội dung hỏng hóc |
Nguyên nhân |
Cách khắc phục |
|
1 |
Không khởi động các động cơ điện trong hệ thống | Các nút bấm tương ứng bị hỏng | Kiểm tra, thay nút bấm |
| Rơ le nhiệt quá tải | Kiểm tra, điều chỉnh mức rơ le nhiệt | ||
| Động cơ tương ứng bị cháy, đứt dây,… | Kiểm tra và xử lý đứt dây, cuốn lại động cơ. | ||
|
2 |
Khi khởi động các động cơ, động cơ quay chậm, có tiếng kêu lạ nếu để 1¸2 (phút) động cơ nóng lạ thường | Mất 01 pha trong 3 pha điện | Tắt máy kiểm tra pha |
| Sát cốt động cơ | Tháo động cơ, xử lý sát cốt động cơ | ||
|
3 |
Các xilanh đi không hết hành trình của mình, gây va đập mạnh | Các công tắc hành trình bị hư hỏng, nằm không đúng vị trí quy định | Điều chỉnh vị trí công tắc hành trình, thay công tắc hành trình nếu hư hỏng. |
|
4 |
Một trong 3 đèn pha không sáng | Mất 1 trong 3 pha vào tủ | Kiểm tra, nối lại pha bị mất |
| Đèn cháy | Thay đèn |
An toàn lao động khi vận hành máy
Dây chuyền sản xuất gạch không nung từ đá mạt được tích hợp từ nhiều loại thiết bị, vì vậy an toàn lao động khi sản xuất là một vấn đề rất cần được quan tâm.
1. An toàn lao động khi nâng hạ hàng:
– Tuyệt đối không nâng hạ các bao ximăng đã bị rách vỏ bao, dễ gây mất an toàn lao động;
– Khi làm việc phải có mũ bảo hiểm, quần áo lao động gọn gàng và đi giày đầy đủ, không đi dép lê khi làm việc;
– Luôn kiểm tra mức độ an toàn của hệ thống điện
2. An toàn lao động về điện
Toàn bộ dây chuyền máy ép gạch không nung bán tự động đều sử dụng điện động lực 3pha; 380V và điện điều khiển chung là 1pha; 220V; vì vậy công tác an toàn lao động tránh điện giật là một vấn đề đặt ra hàng đầu của quá trình thao tác sản xuất.
– Tuyệt đối tuân thủ các quy định an toàn về điện ở điện áp trên 40V;
– Không sửa chữa máy khi chưa cắt cầu dao tổng, khi chưa có dây tiếp đất;
– Không sản xuất khi điện áp không ổn định hoặc thấp hơn 350V/3pha;
– Khi làm việc phải có mũ bảo hiểm, quần áo lao động gọn gàng và đi giày đầy đủ, không đi dép lê khi làm việc;
– Không hàn sửa chữa khi máy đang hoạt động hoặc chưa cắt điện.
3. An toàn lao động về cơ khí:
Trên dây chuyền hoạt động chủ yếu là các cơ cấu cơ khí. Công tác an toàn lao động phải chú ý các vấn đề sau:
– Tuyệt đối tuân thủ an toàn về cơ khí theo quy định về an toàn hoạt động cơ khí;
– Tuyệt đối không đưa tay, chân vào khu vực có các cơ cấu đang chuyển động;
– Tuyệt đối không sửa chữa khi máy đang hoạt động hoặc chưa cắt điện;
– Khi làm việc phải đội mũ bảo hiểm, mặc quần áo lao động gọn gàng, đi giày đầy đủ. Không để quần áo lòa xòa, đi dép lê khi thao tác sản xuất.
4. Các vấn đề an toàn khác:
– Phải đeo khẩu trang trong quá trình vận hành, tránh bụi bay ra gây các loại bệnh nghề nghiệp về đường hô hấp;
– Khi làm việc phải tập trung cao độ không đùa nghịch gây mất an toàn lao động;
– Không vận hành thiết bị trong tình trạng: Say rượu, bực tức, ức chế thần kinh hoặc sức khỏe có vấn đề;
– Không tiếp tục vận hành thiết bị khi thiết bị trong tình trạng không ổn định;
– Vệ sinh công nghiệp sau nửa ca, một ca phải được tuyệt đối tuân thủ để thiết bị luôn trong tình trạng hoạt động ổn định.
Những lưu ý khi lựa chọn địa điểm xây dựng nhà máy sản xuất gạch không nung
Vì chi phí và yêu cầu diện tích xưởng sản xuất không cần quá lớn. Do đó khách hàng có thể dễ dàng tìm được một vị trí đẹp để sản xuất. Ưu tiên các vị trí sau:
– Chọn nơi gần các nguồn vật liệu có thể tạo nên viên gạch: khu khai thác mỏ, khu công nghiệp nhiều chất thải, mỏ đá, mỏ cát,… để giảm chi phí vận chuyển vật liệu đầu vào.
– Chọn nơi có nguồn nước, điện và tiện việc giao thông vận tải để có thể phát triển sản xuất và bán được hàng ngay sau khi ra thành phẩm.
– Chọn nơi gần khu tiêu thụ, khu đông dân cư đang xây dựng nhiều như các khu tái định cư, khu dân cư mới, khu phát triển mạnh về xây dựng.
Máy ép gạch không nung bán tự động Việt Nhật đã trải khắp sự hiện diện của mình trên khắp 63 tỉnh thành trên cả nước như: An Giang, Bà Rịa – Vũng Tàu, Bắc Giang, Bắc Cạn, Bạc Liêu, Bắc Ninh, Bến Tre, Bình Định, Bình Dương, Bình Phước, Bình Thuận, Cà Mau, Cao Bằng, Đăk Lăk, Đăk Nông, Điện Biên, Đồng Nai, Đồng Tháp, Gia Lai, Hà Giang, Hà Nam, Hà Tĩnh, Hải Dương, Hậu Giang, Hòa Bình, Hưng Yên, Khánh Hòa, Kiên Giang, Kon Tum, Lai Châu, Lâm Đồng, Lạng Sơn, Lào Cai, Long An, Nam Định, Nghệ An, Ninh Bình, Ninh Thuận, Phú Thọ, Quảng Bình, Quảng Nam, Quảng Ngãi, Quảng Ninh, Quảng Trị, Sóc Trăng, Sơn La, Tây Ninh, Thái Bình, Thái Nguyên, Thanh Hóa, Thừa Thiên Huế, Tiền Giang, Trà Vinh, Tuyên Quang, Vĩnh Long, Vĩnh Phúc, Yên Bái, Phú Yên, Cần Thơ, Đà Nẵng, Hải Phòng, Hà Nội, TP Hồ Chí Minh. Đã xuất khẩu đi Lào, Togo, Angola, Thái Lan, Nhật Bản một số nước ở Châu Phi…Sản phẩm được đánh giá cao bởi tính ổn định và độ bền bỉ của máy
Quý vị cần mua máy ép gạch không nung bán tự động| may ep gach khong nung ban tu dong xin vui lòng liên hệ:
Công ty cổ phần sản xuất Việt Nhật
Điện thoại: 0981 91 81 61 – 0982 886 928